Why Compression Heat Regenerative Dryers Save Energy
Combined with the operating characteristics of several commonly used compressed air dryers, and based on the statistical analysis of the actual operating data of various dryers, it is concluded that the compressed heat regenerative dryer has high energy efficiency ratio and significant energy saving effect.
Commonly used compressed air dryers include refrigeration type and adsorption type dryers. The freezing dryer can only handle the dew point temperature of compressed air to about 3 ℃, and the adsorption dryer can only be used if lower dew point temperature is required. According to the different regeneration methods of the adsorption dryer, it can be divided into heatless regenerative dryer, micro heat regenerative dryer, air blast heating regenerative dryer and compression heat regenerative dryer.
This paper first discusses the working principle of compression heat regenerative dryer, and compares the energy consumption of various dryers with an engineering example. The problems existing in the engineering application of the compression heat regenerative dryer are emphatically discussed, and the problems are solved from two aspects of engineering design optimization and equipment process transformation.
1. Working principle of compression heat regenerative dryer
The adsorption dryer generally adopts a double tower structure, one for gas drying and the other for adsorbent regeneration. At present, the commonly used adsorbent materials are activated alumina and molecular sieve. Activated alumina is sensitive to the temperature of the working medium. When the ambient temperature of the adsorbent reaches above 130 ℃, the water content of the adsorbent is only about 1%, almost completely desorbed. However, the adsorption capacity of molecular sieve for water is higher than that of activated alumina at the same temperature, and the desorption is not as complete as that of activated alumina.
The adsorbent regeneration process is divided into four stages: heating - depressurization - cold blowing - pressure equalization. The adsorption tower and regeneration tower are switched according to the control signal given by the dryer PLC. See Figure 1.
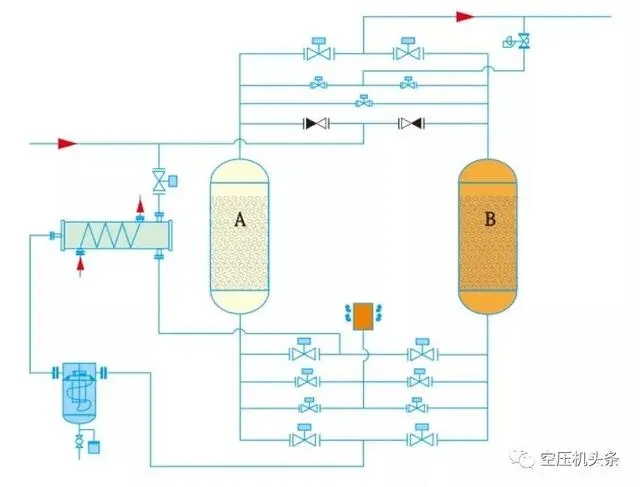
High temperature compressed air (above 110 ℃) enters the dryer, and then flows directly into the regeneration tower. Because the high temperature compressed air is unsaturated and will vaporize the moisture stored in the adsorbent, the vaporized moisture will be absorbed by the unsaturated high temperature compressed air, and then enters the subsequent packaged cooler of the dryer, which will be cooled to about 40 ℃. At this time, the compressed air is in the supersaturated state, and a large amount of liquid water will be released, and the liquid water will be discharged through the steam water separator. The cooled compressed air enters the drying tower, and after reaching the dew point requirement, most of it is output to the compressed air pipe network for use by the workshop and various gas stations. A small part of it flows into the regeneration tower through the control valve to cool the adsorbent. The compressed air consumed in this stage accounts for about 2% of the total gas volume. As the compressed air used for cold blowing is dry compressed air, it can make the adsorbent desorb for the second time. After the cold blowing process, this part of compressed air is discharged through the silencer.
Before switching, the regeneration tower and adsorption tower need to go through the pressure equalization process, which is controlled by the PLC control program of the dryer. Each switching means that the dryer experiences a complete working cycle. The control mode generally includes dew point control and time control.
It is a continuous process for compressed air to pass in and out of the dryer, while the switching between two towers of the dryer is an intermittent process, so they are in an asynchronous state. When the regeneration tower is in the process of cold blowing, the high-temperature compressed air entering the dryer must be bypassed, directly entering the post cooler and steam separator, and then entering the drying tower. These processes must be implemented by the dryer control program.
2. Comparison of power consumption of adsorption dryer
In order to compare the energy consumption of several commonly used adsorption dryers, the regeneration process of other dryers is briefly described in this paper.
The regeneration process of the heatless regenerative dryer does not require heating. The treated part of clean compressed air flows into the regeneration tower after pressure reduction. The adsorbent is desorbed through the pressure swing adsorption principle. The regenerated compressed air takes away the adsorbent water and is discharged through the silencer. The regeneration gas consumption accounts for 20%~25% of the total treated gas.
The regeneration process of the micro heat regenerative dryer also goes through four stages, the difference is that in the heating stage, the external heat source is required. The compressed air used in the heating stage is treated clean compressed air, and the gas consumption in the regeneration process accounts for about 7% of the total treated gas.
The compressed air used for heating in the air blast heating regenerative dryer comes from the external environment. Clean compressed air is required in the cold blowing stage. The gas consumption in the regeneration process accounts for about 7% of the total gas treatment.
In this paper, the adsorption dryer with a processing capacity of 60m/min is selected as the comparison basis. The oil-free screw air compressor is selected as the air compressor. The motor power of the air compressor is 315kW, the exhaust pressure is 0.75MPa, and the exhaust volume is 51.3m/min. Select one dryer and one air compressor respectively. Table 1 lists the energy consumption data of various dryers.
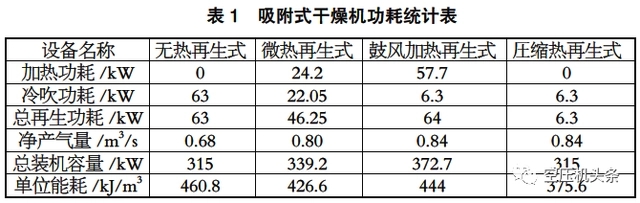
The energy consumption of adsorption dryer mainly occurs in two stages: heating and cold blowing of adsorbent. To facilitate comparison, all kinds of energy consumption are uniformly converted into electric power.
Table 1 only shows one working condition, but the qualitative analysis results of other working conditions are similar to this working condition, so it can be concluded that the total regeneration power consumption of the compression heat regenerative dryer is the lowest, the unit power consumption is the lowest, and the energy efficiency ratio is the highest, while the heatless regenerative dryer has the lowest energy efficiency ratio, and the micro heat regenerative dryer and the blast heating regenerative dryer have the middle energy efficiency ratio.
3. Application of Compression Heat Regenerative Dryer
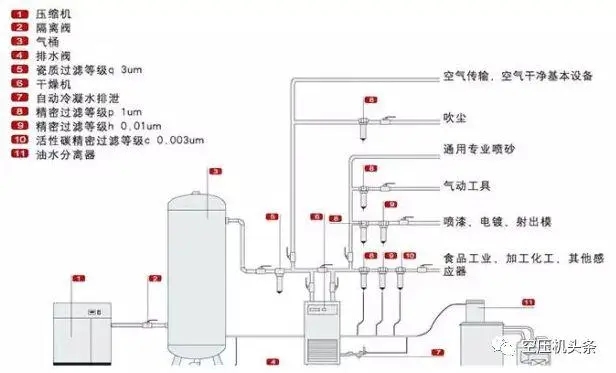
The general process flow of the compressed air station is: air compressor - pre air receiver - pre filter - dryer - post filter - post air receiver - compressed air pipe network.
Because the optimal regeneration temperature of adsorbent is above 130 ℃, and the regeneration effect drops sharply when it is below 100 ℃, the temperature of compressed air entering the dryer should not be lower than 110 ℃. As a result, the pre filter cannot be set in front of the dryer. Therefore, the oil content of the air entering the dryer must be controlled at a low level. Only centrifugal air compressor and oil-free screw machine can meet this requirement.
When the compressed heat regenerative dryer is used as the post-treatment equipment, the process flow of the air compression station is changed to: air compressor - dryer - rear filter - rear air receiver - compressed air pipe network.
Whether the dew point of the compressed air treated by the dryer can meet the requirements depends on the type of adsorbent and filling capacity from the equipment level; From the operation level, it depends on whether the regeneration of adsorbent is complete.
Activated alumina has fast desorption speed, short adsorbent regeneration process and short switching period of double towers, but the adsorption capacity is lower than that of molecular sieve. Therefore, when the pressure dew point temperature is - 40 ℃, the adsorption tower can only be filled with activated alumina as adsorbent. When the pressure dew point is required to reach - 70 ℃, a certain amount of molecular sieve must be filled.
The operating conditions of the dryer will affect the heating process of the adsorbent. Since all the high-temperature compressed air at the compressor outlet enters the regeneration tower to heat the adsorbent, the flow and temperature of the incoming compressed air will affect the heating time. The compressed air flow into the dryer is affected by the air compressor exhaust volume and the hydraulic characteristics of the compressed air pipe network between the air compressor and the dryer; The temperature of the compressed air entering the dryer is related to the exhaust temperature of the air compressor and the heat exchange between the equipment and the pipe network and the outside.
In order to ensure the stability of the dew point at the outlet of the compression heat regenerative dryer, the following principles should be followed in engineering application in combination with the process flow:
(1) The air compressor and dryer should correspond one by one. Each dryer shall be matched with the corresponding air compressor. The connection between the air compressor and the dryer shall not be in the form of header pipe. The air compressor shall be directly connected with the corresponding dryer. It can avoid hydraulic imbalance caused by large number of equipment and low compressed air flow at the inlet of dryer in the most unfavorable loop. The shorter the connecting pipeline is, the smaller the heat loss is, which can ensure that the temperature of compressed air at the dryer inlet meets the process requirements.
(2) Compression heat regenerative dryer should not be matched with variable frequency air compressor. Because the flow range of the variable frequency air compressor is 60%~100%, if the compressed air flow into the dryer is too small, the drying agent heating phase will take longer, and the regeneration effect of the drying agent is not ideal. If the air compressor must be frequency conversion air compressor, the dew point control mode should be adopted for the switching control of the adsorption tower.
(3) The air inlet pipe and accessories of the compression heat regenerative dryer shall be insulated. The higher the temperature of the compressed air at the inlet of the dryer, the better the regeneration effect of the desiccant. If the air inlet pipe system is not insulated, the compressed air will cool down during the transmission process, and the temperature of the compressed air pipe wall will rise to more than 60 ℃, resulting in scalding accidents.
(4) For the compressed air system with large change of air load, the control mode of the compressed heat regenerative dryer should select two modes: dew point control and time control. When the compressed air system is at the peak of gas consumption and the operating condition is relatively stable, the time control mode is adopted. When the operating condition changes greatly, the dew point control mode should be switched to ensure that the dew point of the treated compressed air is qualified.
(5) When the inlet temperature of the dryer is likely to be low, the dryer should be equipped with an electric auxiliary heating system to reheat the inlet compressed air.
To sum up, the compression heat regenerative dryer is used for occasions with large gas load and small load fluctuation. The conventional time control mode can achieve ideal operation effect and remarkable energy saving effect.
When the gas load fluctuates greatly, it is necessary to improve the equipment, change it to the dew point control mode, and add electric auxiliary heat to prevent it from automatically switching to the micro heat regenerative dryer when the dew point control mode fails.
Author: Wang Feng China Automotive Industry Engineering Co., Ltd